






출처 : www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Mehul C. Raval 및 Sukumar Madugula Reddy
제출 날짜 : 2018 년 10 월 4 일 검토 일 : 2019 년 1 월 29 일 게시 날짜 : 2019 년 5 월 15 일
DOI : 10.5772 / intechopen.84817
요약
이번 장에서는 산업용 실리콘 태양 전지 제조 기술과 그 현황을 소개한다. 상용 p 형 및 고효율 n 형 태양 전지 구조를 논의하고 비교하여 독자가 산업용 태양 전지에서 유리한 출발을 할 수 있도록합니다. 텍스처링에서 스크린 인쇄 금속 화에 이르기까지 다양한 프로세스 단계에 대한 간략한 개요가 제공됩니다. 단결정 및 다결정 실리콘 웨이퍼의 텍스처링 프로세스는 최신 프로세스를 통해 검토되었습니다. 확산 및 반사 방지 코팅 증착의 열 공정에 대한 개요가 제시되었습니다. 태양 전지 금속 화를위한 잘 확립 된 스크린 프린팅 프로세스는 접점 소결을위한 빠른 소성 단계와 함께 도입됩니다. 태양 전지 특성화를위한 다양한 매개 변수를 사용하여 태양 전지의 IV 테스트가 도입되었습니다. 다양한 프로세스 및 장비 제조의 최신 개발과 예상되는 미래 동향에 대해서도 논의합니다.
키워드
규소
태양 전지
조작
다결정
단결정
텍스처링
1. 소개
광전지는 중요한 재생 가능 에너지 원으로 2007 년 8GW에서 2017 년 400GW로 빠르게 성장했습니다 [1]. 수요 증가와 함께 PV 시스템 비용도 1980 년 35.7 $ / Wpin에서 0.34 $ / Wpin 2017로 크게 하락하여 채택을 가속화했습니다 [2]. 마이크로 일렉트로닉스 산업의 중요한 재료 인 실리콘 (Si)은 1950 년대부터> 90 % [2]의 시장 점유율로 널리 사용되는 태양 전지의 벌크 재료였습니다. 이 장에서는 상용 실리콘 태양 전지를 제조하는 일반적인 단계를 소개합니다. 태양 전지의 간략한 역사와 다른 태양 전지 구조와 함께 실리콘 기판의 유형에 대한 개요는 섹션 2와 3에서 소개 될 것입니다.이어서, 제조에 사용되는 습식 화학 및 고온 단계는 섹션에서 설명됩니다. 6 장에서는 상업용 태양 전지의 일반적인 특성화 매개 변수와 함께 금속 화 공정에 대해 설명합니다. 마지막으로, 향후 로드맵과 예상 트렌드는 결론 섹션에서 논의 될 것입니다.
2. 태양 전지의 진화
'태양 광 효과'는 말 그대로 빛에 노출 될 때 전압이 발생하는 것을 의미합니다. 이 현상은 1839 년 프랑스의 물리학 자 Edmund Becquerel이 전기 화학 전지에서 처음 관찰 한 반면, 영국 과학자 WGAdams와 REDay는 1876 년 셀레늄으로 만든 고체 장치에서 관찰했습니다 [3]. 1950 년대부터 상업용 태양 전지의 성능이< 1="" %에서=""> 23 % [2]로 급속히 발전했으며 실리콘은 그 이후로 태양 광 산업의 '일꾼'이었습니다. 그때. 실리콘 태양 전지의 진화는 그림 1에 나와 있습니다.
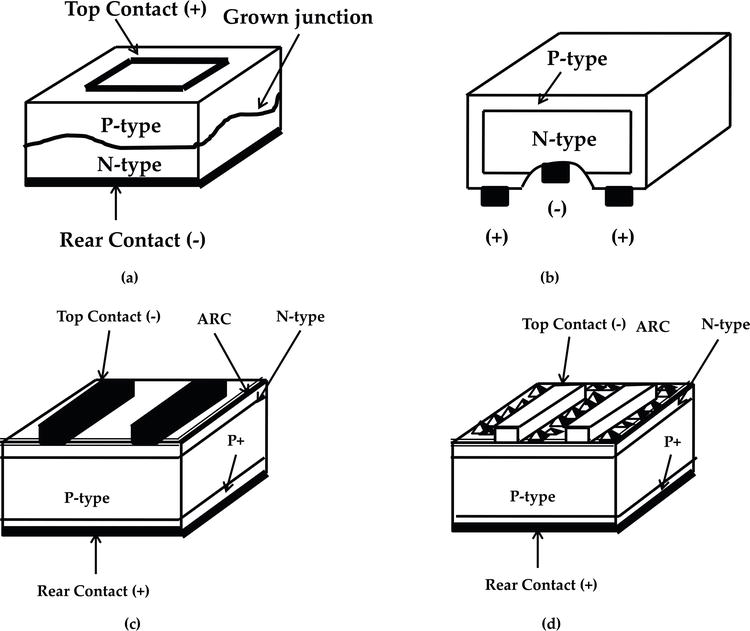
그림 1. 실리콘 태양 전지의 진화. (a) 1941 : 성장 접합으로보고 된 태양 전지, (b) 1954 : 도펀트 확산으로 형성된 태양 전지 pn 접합, (c) 1970 : 알루미늄 후면 필드가있는 보라색 전지, (d) 1974 : 화학적으로 질감이있는 표면 [3].
1940 년대 Bell Laboratories의 Russell Ohl이 시연 한 최초의 실리콘 태양 전지는 재결정 과정에서 불순물 분리로 인해 형성된 자연 접합에 기반을두고 있습니다 [3]. 전지는 접합 위치 및 실리콘 재료의 품질에 대한 제어 부족으로 인해< 1="" %의="" 효율을="" 가졌습니다.="" 그="" 이후로="" ohl에="" 의해="" 주어진="" 영역="" (p="" 형="" :="" 조명="" 인면="" 및="" n="" 형="" :="" 다른면)을="" 명명하는="" 명명법이="" 태양="" 전지="" 명명="" 규칙에="">
1950 년대에는 실리콘의 도펀트를위한 고온 확산 공정이 급속히 발전했습니다. Bell Laboratories의 Person, Fuller 및 Chaplin은 리튬 기반 도핑을 사용한 4.5 % 효율의 태양 전지를 시연했으며, 이는 붕소 확산으로 6 %까지 개선되었습니다. 태양 전지는 구조 주변에 '후장'을 가졌습니다 (그림 1 (b)) 뒷면에 두 접점을 모두 사용하여 음영 손실을 방지했지만 랩 어라운드 구조로 인해 저항 손실이 더 커졌습니다. 1960 년까지 세포 구조는 다음과 같이 진화했습니다.그림 1 (c). 응용 프로그램은 우주 탐사를위한 것이기 때문에 최대 방사 저항을 갖기 위해 10Ω cm의 고 저항 기판을 사용했습니다. 진공 증발 접점은 양면에 사용되었으며, 일산화 규소 코팅은 전면 (FS)의 반사 방지 코팅 (ARC)으로 사용되었습니다.3].
1970 년대 초에 후면에 알루미늄을 소결함으로써 '뒷면 필드 (Al-BSF)'로 알려진 고농도로 도핑 된 인터페이스를 형성하고 불순물을 게 터링하여 셀 성능을 향상 시켰습니다.3]. Al-BSF는 후면 캐리어의 재결합을 줄여 전압 및 장파장 스펙트럼 응답을 향상시킵니다. 더 미세하고 간격이 좁은 핑거를 구현하면 접합 도핑에 대한 요구 사항이 줄어들고 데드 레이어가 제거되었습니다. 이산화 티타늄 (TiO)의 ARCx)를 사용하고 그 두께를 선택하여 짧은 파장에 대한 반사를 줄이고 태양 전지에 보라색 모양을 부여했습니다. (111) 표면을 노출시키기 위해 (100) 웨이퍼의 이방성 에칭을 사용하여 웨이퍼를 텍스처링함으로써 추가 개선이 이루어졌습니다. 텍스처링은 빛을 더 잘 잡아 내고 세포를 어두운 벨벳처럼 보이게했습니다. 향상된 셀 아키텍처는 다음과 같습니다.그림 1 (d). 1976 년에 Rittner와 Arndt는 효율성이 17 %에 가까운 지상 태양 전지를 시연했습니다.3].
부동 태화 이미 터 태양 전지 (PESC)는 1984-1986 년에 20 % 효율이라는 이정표를 달성했습니다. 금속 / 실리콘 접촉 면적은 PESC 셀에서 0.3 %에 불과한 반면 ZnS / MgF의 이중층 ARC2두 세포 구조 모두에서 사용되었습니다. 1994 년에는 효율이 24 % 인 부동 태화 된 이미 터 후면 국소 확산 (PERL) 셀이 입증되었습니다.3]. PESC 셀과 비교하여 PERL 셀은 더 나은 광 트래핑 및 산화물 기반 패시베이션을 위해 FS에서 역 피라미드를 사용했습니다. 후면의 산화물 패시베이션 층은 또한 장파장의 내부 반사율과 스펙트럼 응답을 향상 시켰습니다.
발전하는 태양 전지 아키텍처 외에도 처리량 증가, 공정 단계 개선 및 비용 절감 측면에서 제조 분야에서 지속적인 발전이있었습니다. 다음 섹션에서는 Si 기판 및 다양한 유형의 태양 전지 제조에 대한 간략한 개요를 제공합니다.
3. 상용 실리콘 태양 전지 기술
Si는 산소 다음으로 지구상에서 두 번째로 풍부한 물질이며 반도체 산업에서 널리 사용되었습니다. 98 % 순도의 야금 용 실리콘 (Mg-Si)은 1,500-2,000의 고온에서 석영 (SiO2)을 탄소로 가열하여 얻을 수 있습니다 [4]. Mg-Si는 99.99 % 순도의 태양 등급 실리콘 덩어리를 얻기 위해 추가로 정제됩니다. 정제 된 태양 등급 Si 덩어리는 실리콘 덩어리 인 단결정 및 다결정 형태의 Si 잉곳을 얻기 위해 추가로 처리됩니다. 단결정 Si에서 원자는 재료 전체에서 동일한 결정 방향으로 배열됩니다. 태양 전지의 경우, 표면 반사를 줄이기 위해 쉽게 텍스처링 할 수 있으므로 (100) 방향이 선호됩니다 [5]. 이름에서 알 수 있듯이 다결정 Si는 단결정 기판과 달리 방향이 다른 여러 Si 재료 입자를 가지고 있습니다. 단결정 재료는 다결정 Si에 비해 소수 캐리어 수명이 더 길기 때문에 주어진 태양 전지 기술에 대해 더 높은 태양 전지 효율을 보입니다.
단결정 Si 잉곳을 만드는 Czochralski (Cz) 방법은 그림 2 (a)에 나와 있습니다. 도펀트가있는 고순도의 용융 실리콘은 융점 이상으로 유지되고 종자 결정을 매우 느린 속도로 당겨서 직경 300mm, 길이 2m의 잉곳을 얻습니다 [6]. 용융 된 실리콘은 최대 200kg의 특정 유형의 단결정 Si 잉곳을 얻기 위해 p 형 또는 n 형 도펀트로 도핑 될 수 있습니다 [2]. 잉곳에서 절단 된 웨이퍼는 모서리가 원형이므로 그 모양을 'psuedo square'라고합니다. 다결정 실리콘 잉곳은 그림 2 (b)와 같이 방향성 응고 공정 [7]에 의해 고순도 Si를 용융하고 대형 도가니에서 결정화하여 만들어집니다. 이 공정은 Cz 공정과 같은 기준 결정 방향이 없으므로 다른 방향의 실리콘 재료를 형성합니다. 현재 다결정 Si 잉곳의 무게는> 800kg [2]이며 벽돌로 자르고 웨이퍼를 더 절단합니다.
현재 태양 전지 제조용 단결정 및 다결정 웨이퍼의 크기는 6 인치 × 6 인치입니다. 단결정 웨이퍼의 면적은 의사 정사각형 모양으로 인해 약간 줄어들 것입니다. 태양 전지를 만드는 데 가장 널리 사용되는 기본 재료는 붕소 도핑 된 p 형 Si 기판입니다. N 형 Si 기판은 고효율 태양 전지를 만드는 데에도 사용되지만 p 형 기판에 비해 잉곳을 따라 균일 한 도핑을 얻는 것과 같은 추가적인 기술적 과제가 있습니다.

그림 2. (a) 단결정 잉곳에 대한 Cz 공정 및 (b) 다결정 잉곳에 대한 방향성 응고 공정의 그림.
효율 범위와 함께 다양한 유형의 태양 전지에 대한 광범위한 분류가 그림 3에 나와 있습니다. 표준 알루미늄 후면 필드 (Al-BSF) 기술은 비교적 간단한 제조 공정을 고려할 때 가장 일반적인 태양 전지 기술 중 하나입니다. 스크린 프린팅 공정에 의한 전면 후면 (RS) Al 증착과 p 형 기판 후면에서 전자를 밀어 내고 셀 성능을 향상시키는 p + BSF의 형성을 기반으로합니다. Al-BSF 태양 전지의 제조 흐름은 그림 4에 나와 있습니다. 상용 태양 전지의 표준 설계는 그리드 패턴 FS 및 전체 영역 RS 접점을 사용하는 것입니다.
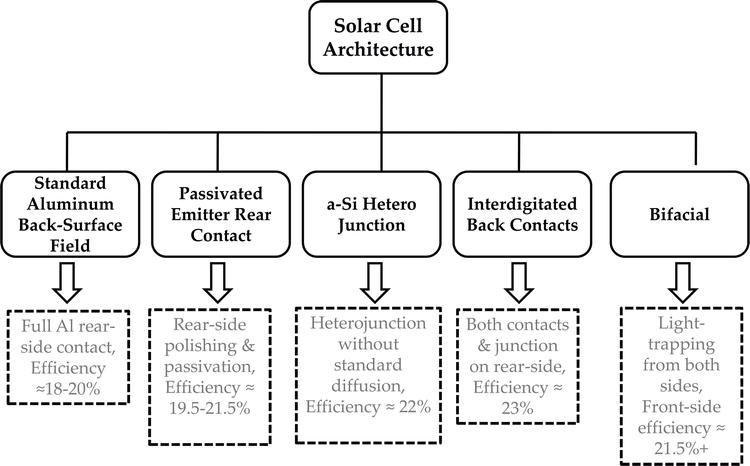
그림 3. 다양한 유형의 태양 전지에 대한 광범위한 분류.
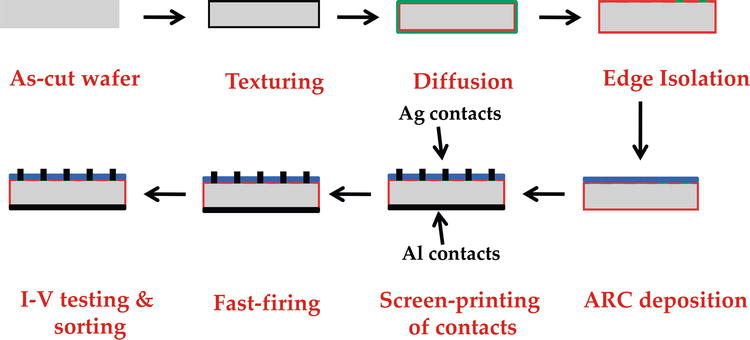
그림 4. Al-BSF 태양 전지의 제조 흐름.
패시베이션 된 이미 터 후면 접촉 (PERC) 태양 전지는 후면 패시베이션 및 내부 반사를 개선하기 위해 후면 패시베이션 층을 추가하여 Al-BSF 아키텍처를 개선합니다. 산화 알루미늄은 생산 과정에서 얻은 평균 태양 전지 효율이 21 %에 가까운 RS 패시베이션에 적합한 재료입니다.8]. 기존 Al-BSF 태양 전지 라인은 두 가지 추가 도구 (RS 패시베이션 층 증착 및 RS의 국부 접촉 개방을위한 레이저)를 통해 PERC 공정으로 업그레이드 할 수 있습니다.
나머지 세 개의 셀 아키텍처는 주로 n 형 Si 기판을 기반으로 한 고효율 기술입니다. a-Si 이종 접합 태양 전지는 기존의 고온 확산 기반 pn 접합과 달리 n 형 Si 기판의 FS와 RS에 a-Si 층을 형성하여 '이종 접합'을 형성한다. 이러한 기술은 더 낮은 온도에서 처리 할 수 있지만 표면 인터페이스의 품질에 매우 민감합니다. a-Si 기반 이종 접합 태양 전지는 Sanyo Electric이 상업적으로 제조했으며 현재 Panasonic이 인수했습니다 [9]. IBC (Interdigitated Back Contact) 태양 전지 설계에서 두 접점 모두 후면에 존재하므로 FS 접점 음영 손실이 없습니다. 일반적으로 IBC 태양 전지의 경우 접합부는 후면에도 위치합니다. 고효율 n 형 IBC 태양 전지의 초기 제조업체 중 하나는 SunPower Corporation [10]입니다. 이름에서 알 수 있듯이 양면 전지는 태양 전지의 양면에서 빛을 포착 할 수 있습니다. 이는 후면에도 집광을 가능하게하는 격자 패턴 접점이 있다는 것을 의미합니다. 양면 기술의 예로는 ISC, Konstanz [11]에서 개발 및 상용화 한 BiSON 태양 전지가 있습니다. 표시된 분류는 R& D 단계에 있거나 상용화에 가까웠거나 이미 제조중인 다양한 다른 유형의 태양 전지 아키텍처의 완전한 목록이 아닙니다. 다음 섹션에서는 Al-BSF 태양 전지 제조를위한 공정 단계에 대한 개요를 제공합니다.
4. 태양 전지 제조를위한 습식 화학 공정
습식 화학 기반 처리는 절단 된 웨이퍼의 톱 손상 제거 (SDR)를위한 태양 전지 처리에서 중요한 단계입니다. 이전 섹션에서 논의한 바와 같이 태양 전지 제조에 주로 사용되는 단결정 및 다결정 실리콘 웨이퍼가 있습니다. 각 웨이퍼 유형에 대한 습식 화학 기반 처리는 앞서 논의 될 것입니다.
4.1 단결정 실리콘 웨이퍼의 텍스처링
섹션 2에서 지적한 바와 같이, 태양 전지의 개발은 주로 단결정 웨이퍼로 시작되어 마이크로 전자 분야에서 잘 확립 된 방법을 사용했습니다. KOH / NaOH를 기반으로 한 알칼리 이방성 에칭은 단결정 웨이퍼의 피라미드 텍스처링에 사용됩니다. 절단 된 단결정 웨이퍼의 가중 평균 반사율은> 30 % (300-1,200nm 파장에 걸쳐)이며 텍스처링 프로세스 후 11-12 %로 감소합니다. 알칼리성 질감 표면의 전형적인 형태는 그림 5에 나와 있습니다. 이방성 에칭 솔루션은 웨이퍼의 (100) 표면을 에칭하여 실리콘 원자 밀도가 높고 따라서 에칭 속도가 더 느린 (111) 표면을 노출시킵니다. 100) 얼굴. 그 결과 웨이퍼 표면에 대해 54.7 °의 각도를 형성하는 랜덤 피라미드 구조가 형성됩니다.

그림 5. 알칼리성 질감 단결정 웨이퍼의 일반적인 표면 형태.
알칼리성 텍스처링 공정에 대한 일반적인 매개 변수는 표 1에 나와 있습니다. 다양한 매개 변수의 값은 지표이며 시장에 다양한 첨가제 제조업체가 있으므로 절대적인 것으로 간주해서는 안됩니다. Isopropyl alcohol (IPA)은 처음에는 텍스처링 용액의 첨가제로 사용되었는데, 이는 에칭 반응에 관여하지 않지만 H2bubbles (반응 중에 생성 된)가 부착되는 것을 방지하여 텍스처링 공정의 균질성을 향상시키는 습윤제 역할을합니다. 실리콘 표면 [12]. 그러나 2010 년에는 수조 온도가 IPA의 끓는점 (82.4 ° C)에 가까워서 불안정한 농도, 높은 비용, 높은 소비, 건강 위험 및 폭발성 등의 단점으로 인해 IPA가 점차 대체 첨가제로 대체되었습니다 [12]. 많은 그룹이 IPA의 단점을 극복하고 공정 창을 늘리고 표면 반사율을 줄이기 위해 IPA를 대체 첨가제로 대체하는 개발 작업을 발표했습니다 [12,13,14,15,16]. 첨가제는 또한 처리 시간을< 10="" 분으로="" 줄이고="" 수조="" 수명을=""> 100 실행으로 증가시킵니다.
방법
KOH / IPA
KOH / 첨가제
KOH (%) | 3 | & lt; 3 |
IPA (%) | 6 | — |
첨가물 (%) | — | & lt; 2 |
공정 온도 [° C] | & gt; 80 | 70–100 |
피라미드 크기 [μm] | 5–12 | 2–7 |
처리 시간 [분] | 30–40 | 5–10 |
유기물 함량 [wt %] | 4–10 | & lt; 1.0 |
끓는점 [° C] | 83 | & gt; 100 |
목욕 수명 | & lt; 15 | & gt; 100 |
표 1. 단결정 웨이퍼의 IPA 기반 및 첨가제 기반 알칼리 텍스처링을위한 프로세스 매개 변수.
단결정 웨이퍼의 텍스처링 프로세스는 일반적으로 '배치'로 수행되며, 이는 웨이퍼를 고정하기위한 슬롯 (캐리어에 100 개의 슬롯)이있는 캐리어에 웨이퍼가로드 된 다음 배치가 유기 잔류 물 및 금속 오염물을 제거하고 처리 된 웨이퍼를 건조하기위한 텍스처링, 세척, 처리 단계. 캐리어는 일반적으로 다양한 화학 물질, 마모 및 기계적 마모에 대한 저항성이 매우 우수한 PVDF로 코팅됩니다. 단결정 웨이퍼 취급을위한 일반적인 캐리어는 그림 6에 나와 있습니다. 배치 텍스처링 도구에는 욕조에 사용되는 화학 물질을위한 주입 탱크가있는 각 단계에 대한 전용 욕조가 있습니다. 이 도구는 많은 캐리어를 동시에 처리하고 동시에 4 개의 캐리어를 처리하여 처리량> 6,000 웨이퍼 / h에 도달 할 수 있습니다.

그림 6. 배치 도구에서 웨이퍼를로드하기위한 캐리어. 출처 : RCT Solutions GmbH.
4.2 다결정 실리콘 웨이퍼의 텍스처링
다결정 웨이퍼는 단결정 웨이퍼에 비해 비용 이점이 있으므로 더 널리 채택되었습니다. 그러나 단결정 웨이퍼 텍스처링에 사용되는 알칼리 화학은 입자 방향이 서로 다르기 때문에 다결정 웨이퍼에는 잘 작동하지 않습니다. HF와 HNO3를 기반으로 한 대체 산성 화학은 톱 손상을 제거하고 다결정 웨이퍼를 동시에 텍스처링하기 위해 개발되었습니다 [17,18]. 산성 용액 기반 텍스처링은 실온 이하의 온도에서 작동하므로 반응 가스 방출이 감소하고 열 발생이 적으며 에칭 용액의 안정성이 높아지고 에칭 속도가 더 잘 제어됩니다 [18]. 다결정 웨이퍼에 대한 알칼리 텍스처링과 산성 텍스처링 프로세스의 비교가 그림 7에 나와 있습니다.
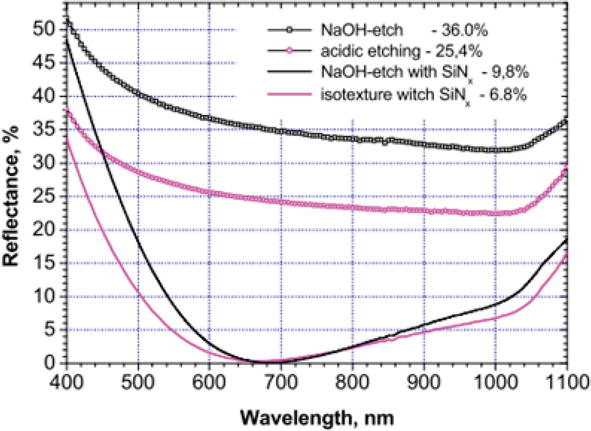
그림 7. 다결정 웨이퍼에 대한 알칼리성 및 산성 텍스처링 비교. SiNx : H 증착 후 반사율 곡선도 비교를 위해 표시됩니다 [17].
다결정 웨이퍼의 산성 텍스처링 프로세스는 알칼리성 텍스처링 프로세스에 비해 상당히 단축 된 시간에 수행 될 수 있으므로 웨이퍼가 에칭 조에 잠긴 롤러를 통과하는 '인라인'구성으로 구현 될 수 있습니다. 일반적인 산성 텍스처링 프로세스와 함께 인라인 프로세스의 대표적인 이미지가 그림 8에 나와 있습니다. 5 레인 구성의 경우 인라인 도구는 최대 4,000 웨이퍼 / h의 처리량을 가질 수 있습니다. 에칭 용액에서 아래를 향하는 웨이퍼 표면은 윗면보다 질감이 더 좋으며 추가 처리를 위해 '햇볕이 잘 드는 쪽'이라는 점에 유의하는 것이 중요합니다. 산성 텍스처링 프로세스는 텍스처 표면에 다공성 실리콘을 형성하여 빛을 흡수하고 표면 재결합을 증가시킵니다 [18]. 따라서 다공성 실리콘은 희석 알칼리 용액을 사용하여 제거됩니다. 그 후, 산성 세정 (HF + HCl)을 수행하여 웨이퍼 표면에서 산화물과 금속 오염물을 제거합니다.

그림 8. (a) 5 개 레인이있는 대표적인 인라인 프로세스와 (b) 다결정 웨이퍼에 대한 산성 텍스처링 프로세스 흐름.
위에서 논의한 산성 텍스처링 프로세스는 SWS (Slurry-wire sawn) 다결정 웨이퍼에 적합하다는 점에 유의하는 것이 중요합니다. 지난 몇 년 동안 다이아몬드 와이어 톱질 (DWS) 공정은 공정 및 경제적 이점으로 인해 슬러리 와이어 기반 절단을 대체했습니다 [19]. SWS 다결정 웨이퍼의 톱 손상은 DWS 웨이퍼보다 더 큽니다. DWS 웨이퍼는 깊은 직선 홈이 있고 슬러리 와이어 톱질 웨이퍼보다 훨씬 더 매끄러운 표면을 가지고 있습니다 [19]. SWS 웨이퍼의 톱 손상은 DWS 웨이퍼에서는 발생하지 않는 텍스처링 프로세스를 시작하는 데 중요한 역할을합니다.
DWS 다결정 웨이퍼를 텍스처링하기위한 다양한 방법이 제안되었으며 표 2 [20]에 요약되어있다. 다양한 방법을 조정하여 0 %에 가까운 반사율을 얻을 수 있으므로 DWS 다결정 웨이퍼의 텍스처링 프로세스에 '블랙 실리콘'이라는 용어가 사용되었습니다. RIE는 흑색 실리콘을 만드는 최초의 방법으로, 반응을 부동 태화하고 제한하기 위해 Si 및 Cl2 및 O2와 같은 가스와 반응하기 위해 SF6 (sulfur hexaflouride)를 사용합니다 [20]. 최근에는 평균 효율이 21.3 % 인 상용 다중 PERC 태양 전지가 RIE 기반 텍스처링 프로세스를 통해 입증되었습니다 [21]. 그러나 RIE는 진공 기반 공정이기 때문에 일반적인 인라인 공정에 비해 처리량이 적으며, 각각 이온 충격으로 인한 톱 손상과 손상을 제거하기 위해 추가 전처리 및 후 처리가 필요합니다. 진공이나 플라즈마를 필요로하지 않는 RIE 방법의 변형이 상용 도구에서 구현되었습니다 [22].
방법
시약
마스크
촉매
최소 반사율 (%)
반응성 이온 에칭 (RIE) | SF6/O2, SF6/ Cl2/O2, SF6/O2/ CH4 | 없음 | 없음 | 4.0 |
플라즈마 침지 이온 주입 (PIII) | SF6/O2 | 없음 | 없음 | 1.8 |
레이저 조사 | CCl4, C2Cl3F3, SF6, Cl2, N2, 공기 | 없음 | 없음 | 2.5 |
플라즈마 에칭 | SF6 | Ag 나노 입자 | 없음 | 4.2 |
금속 보조 화학 에칭 (MACE) | AgNO3/ HF / HNO3 | 없음 | Ag, Au | 0.3 |
전기 화학 에칭 | HF, EtOH, H2O | 없음 | 없음 | & lt; 5.0 |
표 2. 다이아몬드 와이어 톱질 다결정 웨이퍼를 텍스처링하는 다양한 방법 [20].
DWS 다결정 웨이퍼를 텍스처링하는 방법 중 하나는 첨가제를 사용하여 기존 산성 텍스처링 기반 화학을 업그레이드하는 것입니다 [23,24,25]. 이러한 접근 방식은 MACE 기반 접근 방식에 비해 잠재적으로 더 낮은 CoO를 가질 수 있습니다 [23]. 이러한 첨가제 기반 접근 방식의 반사율은 Al-BSF 기반 구조에 대해 18.7 %의 태양 전지 효율을 가진 기존의 이소 텍스처 솔루션과 유사한 것으로 입증되었습니다 [24].
MACE 기반 텍스처링은 촉매 금속 증착의 추가 단계가있는 기존 산성 에칭 방법과 유사합니다. 공정 흐름은 SDR, 촉매 금속 증착, 화학적 에칭 및 후 처리로 구성됩니다. 배치 형 MACE 텍스처링 프로세스를 사용하여 상용 다중 Al-BSF 세포에 대해 19.2 %의 효율을 얻었습니다 [26]. 인라인 형 MACE 기반 상용 도구는 반사율을 12 ~ 23 % 범위에서 조정하고 Al-BSF 및 PERC 구조에 대해 각각 18.8 및 20.2 %의 평균 효율을 얻을 수있는 가능성으로 입증되었습니다 [27]. MACE 프로세스를 기반으로 한 텍스처 표면의 대표적인 이미지는 그림 9에 나와 있습니다. 인라인 MACE 프로세스의 소유 비용 (CoO)은 텍스처링 욕조에서 Ag를 재활용하여 추가로 줄일 수있는 범위가있는 배치 기반 MACE 프로세스에 비해 잠재적으로 낮습니다. [27].
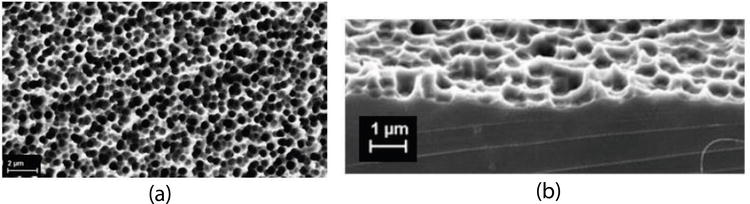
그림 9. MACE 텍스처 DWS 다중 웨이퍼, (a) Ravg=12 % 인 표면 및 (b) Ravg=22 % 인 표면 [27].
4.3 습식 화학 기반 가장자리 분리
태양 전지의 에미 터 영역은 고온 확산 공정에 의해 제작됩니다 (앞에서 설명 할 섹션). 확산 공정 중에 ARC 층을 증착하기 전에 제거해야하는 PSG (phosphor silicate glass)가 웨이퍼에 증착됩니다. 그림 10에서 볼 수 있듯이 확산 단계 후에 n 형 영역은 웨이퍼의 가장자리와 후면에도 존재합니다. 가장자리와 후면의 n 형 층은 기본 기판과 이미 터를 단락 시키므로 그림 10 (c)에 설명 된대로 이러한 영역을 에칭하고 FS의 이미 터를 기본 기판에서 분리하는 것이 중요합니다.

그림 10. 확산 및 에지 분리 후 실리콘 웨이퍼 처리 (a) 텍스처 실리콘 웨이퍼, (b) 확산 실리콘 웨이퍼, (c) 에지 분리 후 확산 실리콘 웨이퍼.
에지 분리 프로세스는 이전 섹션에서 설명한 텍스처링 프로세스와 유사한 인라인 방식으로 수행 할 수 있습니다. 이 경우의 예외는 화학 물질이 FS와 상호 작용하지 않고 후면과 가장자리 만 에칭해야한다는 것입니다. 가장자리 분리 프로세스의 대표적인 이미지가 그림 11에 나와 있습니다. 에칭 용액이 전면과 접촉하는 것을 방지하기 위해 롤러가 바닥면에만 존재한다는 점에 유의하는 것이 중요합니다. RS 에칭 후의 후속 단계는 인라인 텍스처링 머신의 단계와 유사합니다.
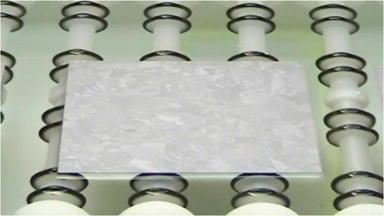
그림 11. 인라인 가장자리 분리 욕조에서 태양 전지의 대표 이미지.
5. 태양 전지 제조를위한 열 공정
고온 공정은 태양 전지 제조의 중요한 부분을 형성합니다. 이러한 프로세스의 예로는 확산, 스크린 인쇄 접점의 소성, 표면 패시베이션 층 활성화 또는 어닐링 프로세스 유도 결함에 의한 pn 접합 형성이 있습니다. 이 섹션에서는 이미 터 확산 공정 및 플라즈마 강화 화학 기상 증착 (PECVD)의 기본 물리학을 간략히 살펴 봅니다.
5.1 이미 터 확산
이미 터 확산은 산업용 태양 전지 제조에서 중요한 열 단계 중 하나입니다. 결정형 p 형 실리콘 태양 전지의 n 형 에미 터는 인 (P) 확산에 의해 형성됩니다. 확산 공정에서 Si 웨이퍼는 용광로에서 보내지고 800–900 ° C에서 염화 포스 포릴 (POCl3)과 O2에 노출되어 Si 웨이퍼 표면에 PSG가 증착됩니다. 이 단계를 사전 증착이라고하며 PSG [28]는 Si 웨이퍼로 확산되는 인 (P) 도펀트의 소스 역할을합니다. 다음 단계는 도펀트 가스 공급이 차단되고 PSG 층의 P가 Si 웨이퍼로 더 확산되는 드라이브 인입니다. Hannes etal. [29]는 태양 광 응용 분야를위한 최적의 공정 실행 가능성을 보여 주며, 세 가지 다른 효과를 고려해야합니다. 첫째, PSG에서 P가 확산되고 Si 웨이퍼에서 전기적으로 활성 및 비활성 상태로 존재하여 SRH (Shockley-Read-Hall) 재결합이 증가합니다. 둘째, PSG 층을 향한 Si 층으로의 불순물 게 터링. 마지막으로, P- 도핑 된 Si 에미 터와의 금속 접촉 형성은 생성 된 전력을 끌어냅니다.
확산 과정은 pn 접합의 깊이와 P 농도 프로파일에 따라 달라지는 시트 저항으로 정량화됩니다. 시트 저항의 단위는 Ω / cm (일반적으로 Ω / □로 측정 됨)이며 4 점 프로브 시스템을 사용하여 측정됩니다. 면저항의 정의는 식에 설명되어 있습니다. (1).
여기서 R=직사각형 단면의 저항 (Ω); ); D=직사각형 단면의 깊이 (cm) 및 ρsheet=주어진 깊이에 대한 저항 (D) l=W (Ω / □).
이미 터 시트 저항의 초기 값은 pn 접합 깊이가> 400nm이고 P 표면 농도가 높은 경우 30–60Ω / □이었습니다. 전면은 (Ag) 접촉 페이스트의 개선으로 이미 터 시트 저항은 이제 약 300nm의 접합 깊이와 더 낮은 P 표면 농도로 90–110Ω / □ 범위에 있습니다. 더 큰 시트 저항으로 전환하면 UV 및 청색 스펙트럼에서 더 많은 빛을 포착하는 동시에 표면 재결합을 줄여 Voc를 개선 할 수 있습니다. 확산 프로세스는 FS (가스에 직접 노출됨)와 가장자리 및 RS에서 발생합니다. 에지 분리 프로세스가 수행되지 않으면 (섹션 4.3에서 논의 됨) 이미 터가 기판과 단락됩니다.
그림 12는 폐쇄 석영 튜브 시스템에서 POCl3 확산 공정을 보여줍니다 .POCl3는 운반 가스 N2로 버블 링하여 공정 튜브에 공급되는 액체 소스입니다. 혼합하여
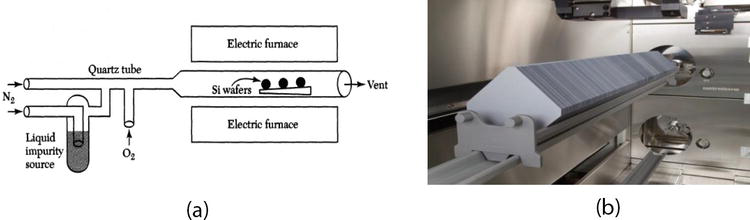
그림 12. (a) 배치 형 확산 공정의 개략도 및 (b) 배치 형 확산 장비의 대표 이미지. 출처 : centrotherm GmbH.
Si 표면에서
사전 증착 과정에서 부산물 인 염소는 금속과 복합체를 형성하여 웨이퍼와 석영 관을 세척합니다. PSG는 P 원자를 Si 표면으로 구동하기위한 소스로 사용됩니다. 드라이브 인 프로세스 동안 POCl3는 꺼지고 O2 만 추가되어 P 원자가 Si 표면으로 확산되는 것을 향상시키기 위해 PSG 아래에 얇은 산화물 층을 형성합니다.
확산 튜브 내부에는 그림 13과 같이 5 개의 가열 영역이 있습니다. 영역은 다음과 같습니다.
로드 영역 (LZ)-웨이퍼가 튜브에로드되는 영역입니다.
중앙 적재 구역 (CLZ)-적재 구역과 중앙 구역 사이의 영역입니다.
중앙 영역 (CZ)-튜브의 중앙 영역.
중앙 가스 구역 (CGZ)-중앙 구역과 가스 구역 사이의 영역입니다.
가스 구역 (GZ) — 가스가 배기 가스를 통해 나가는 곳입니다.

그림 13. 확산 튜브 내부의 가열 영역.
일반적으로 각 가열 영역의 온도는 보트 전체의 모든 웨이퍼에 대해 동일한 이미 터 시트 저항을 얻도록 조정됩니다.
확산 공정의 환경은 매우 깨끗해야하므로 튜브에는 석영 재료가 사용됩니다. 튜브의 청결도 및 적재 영역 유지 관리도 공정 결과에 영향을 미칩니다. 기체 상 확산에서는 튜브에 잔류 물이 없기 때문에 공정이 더 깨끗해집니다. 저압 (LP) 조건 [31]에서 하프 피치 부하로 처리량을 늘릴 수 있습니다. 일반적으로 1,000 개의 웨이퍼가 단일 튜브에로드되고 5 개의 확산 튜브가 배치 형 확산 시스템에 장착되어 태양 전지 제조를 위해 최대 3,800 웨이퍼 / h의 처리량을 달성 할 수 있습니다.
웨이퍼가 P 도펀트의 공급원으로 인산을 사용하여 벨트로 운반되는 인라인 확산 시스템도 상업적 생산에 사용되었습니다 [32]. 그러나 인라인 프로세스에 비해 배치 프로세스가 더 깨끗하고 효과적이며 효율적입니다. n 형 태양 전지 또는 PERT와 같은 고급 태양 전지 개념의 경우 p 형 배치 확산은 삼 브롬화 붕소 (BBr3) [33,34]와 같은 붕소 (B) 도펀트 소스를 기반으로합니다.
5.2 반사 방지 코팅 (ARC) 증착
베어 Si 표면은 입사광의> 30 %를 반사합니다. 섹션 4에서 설명했듯이 텍스처링 프로세스는 빛 캡처를 향상시킵니다. ARC 층을 증착함으로써 얻어지는 반사율을 더욱 감소시키는 것이 바람직하다. TiOx는 태양 전지용 ARC 층으로 사용 된 최초의 재료 중 하나 였지만 적절한 표면 패시베이션을 제공 할 수 없었기 때문에 결국 SiNx : H로 대체되었습니다 [37]. 열 성장 된 실리콘 산화물 (SiO2)은 또한 기록적인 부동 태화 이미 터 후면 국부 확산 (PERL) 셀에서 부동 태화 물질로 사용되었습니다 [37]. 높은 열 예산과 긴 공정 시간으로 인해 SiO2 기반 패시베이션은 태양 전지의 대량 생산에 적합하지 않았습니다 [37]. 태양 전지 응용을위한 다양한 ARC 및 부동 태화 물질에 대한 포괄적 인 검토는 [37]에서 논의됩니다.
플라즈마 강화 화학 기상 증착 (PECVD) 공정은 SiNx : H의 ARC 층을 증착하는 데 적합합니다. SiNx : H는 반사를 감소시킬뿐만 아니라 전면 n 형 이미 터와 벌크를 부동 태화하여 태양 전지 효율을 향상시킵니다 [36, 37]. 배치 형 PECVD 시스템의 개략도가 그림 14에 나와 있습니다. 웨이퍼는 전면이 서로 마주 보도록 흑연 보트에로드됩니다. 400–450 ° C의 온도에서 작동하는 공정 가스 암모니아 (NH3) 및 실란 (SiH4)에 기반한 RF 플라즈마는 perEq에 따라 수소화 된 SiNx : H 층을 증착합니다. (4) [35]. SiNx : H 필름에 포함 된 수소는 소성 단계 (다음 섹션에서 설명) 동안 벌크로 확산되고 매달려있는 결합을 부동 태화하여 태양 전지 성능을 향상시킵니다 [36,37].
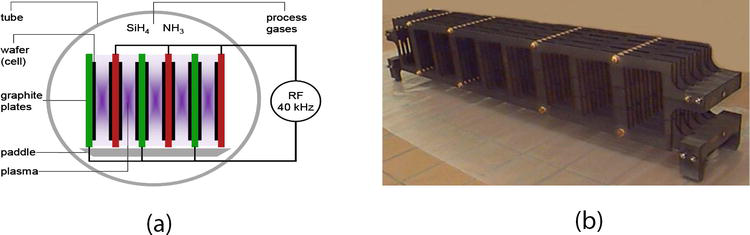
그림 14. (a) SiNx : H 증착을위한 배치 형 PECVD 공정의 개략도 및 (b) PECVD 용광로에 Si 웨이퍼를 적재하기위한 흑연 보트.
SiNx : H 필름의 굴절률 (RI)은 SiH4 / NH3 가스의 비율로 제어되며 두께는 증착 기간에 따라 달라집니다. SiNx : H 기반 ARC는 단일 파장에 대한 반사를 최소화 할 수 있으며 파장 두께는 [38],
여기서 t=SiNx : H ARC 층의 두께, λ0=입사광의 파장 및 n1=SiNx : H 층의 굴절률.
관계에 따라 ARC는 '쿼터 파장 ARC'라고도합니다. 태양 전지의 경우, 태양 광 스펙트럼의 피크 인 600nm 파장에서 반사를 최소화하기 위해 RI와 두께를 선택합니다. ARC의 두께와 RI는 유리 / 공기 및 Si와 같은 양쪽 재료의 기하학적 평균이되도록 선택됩니다. SiNx : H ARC의 일반적인 두께는 80–85nm이며 RI는 2.0–2.1로 태양 전지는 파란색에서 보라색 파란색으로 변합니다. SiNx : H로 증착 된 텍스처 다결정 태양 전지의 대표적인 이미지는 그림 15 (a)에 표시되고 두께에 따른 SiNx : H 색상의 변화는 그림 15 (b)에 표시됩니다. 주어진 증착 매개 변수에 대해 표면 질감과 ARC 색상에 의존한다는 점에 유의하는 것이 중요합니다. 일반적인 파란색과 달리 태양 전지의 색상이 더 어둡게 보이는 다양한 태양 광 모듈이 있습니다. 태양 전지 제조 라인의 일반적인 ARC 증착 단계는 각각 4 개의 튜브와 최대 3,500 웨이퍼 / h의 처리량을 가진 2 개의 PECVD 시스템으로 구성됩니다.
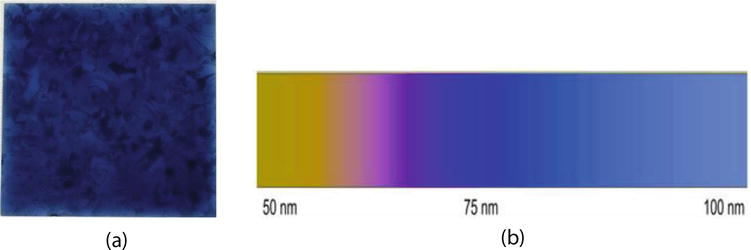
그림 15. (a) SiNx : H 코팅 된 다결정 태양 전지의 대표적인 이미지, (b) 두께에 따른 SiNx : H 층의 변화.
SiNx : H는 p 형 Si를 패시베이션하는 데 적합하지 않으므로 Al2O3와 같은 유전체는 PERC 셀 [8]과 같은 셀 아키텍처를위한 RS 패시베이션 또는 n 형 태양 전지의 p 형 이미 터에 사용됩니다. PERC 태양 전지의 경우 Al2O3 부동 태화 층은 SiNx : H로 캡핑되어 소성 과정에서 Al- 페이스트로부터 보호하고 장파장 빛의 내부 반사기 역할도합니다. 상업용 PECVD 및 원자 층 증착 (ALD) 기반 시스템은 최대 4,800 웨이퍼 / h의 처리량으로 Al2O3를 증착하는 데 사용할 수 있습니다 [39].
6. 금속 화 및 태양 전지 특성화
6.1 스크린 인쇄 기반 금속 화
태양 전지 제조의 마지막 처리 단계는 최소 저항 손실로 전력을 끌어내는 FS 및 RS 금속 화입니다. Ag는 n 형 이미 터에 좋은 접촉 재료이며 Al은 p 형 기판과 매우 잘 접촉합니다. Ag / Al 페이스트의 조합은 RS에 패드를 인쇄하는 데 사용되어 모듈에서 태양 전지의 상호 연결을 용이하게합니다. 스크린 인쇄는 태양 전지 금속 화를 위해 간단하고 빠르고 지속적으로 진화하는 프로세스입니다.
스크린 프린팅 프로세스의 개략도는 그림 16에 나와 있습니다. 스크린에는 그림 17 (a)에 설명 된대로 원하는 금속 화 패턴에 따라 개구부가있는 에멀젼 코팅 된 스테인리스 스틸 메쉬가 있습니다. 금속 페이스트는 플러드와 스크린 패턴을 기반으로 태양 전지에 페이스트를 증착하는 스퀴지 운동을 통해 스크린에 퍼집니다. 스냅 오프는 화면과 태양 전지의 거리입니다. 스퀴지 압력과 스냅 오프 거리는 Ag FS 핑거의 형상과 페이스트 배치를 결정하는 중요한 매개 변수입니다.
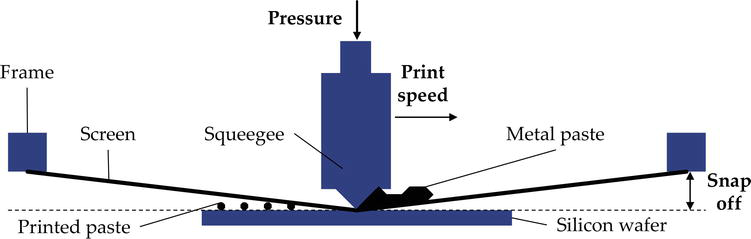
그림 16. 태양 전지 금속 화를위한 스크린 프린팅 프로세스 그림.
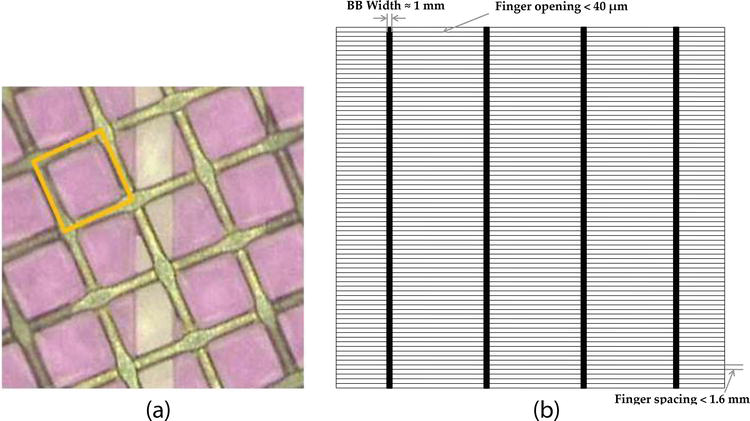
그림 17. (a) FS Ag 프린팅 [40] 및 (b) 대표적인 FS 금속 화 패턴을위한 손가락 구멍이있는 메쉬 에멀젼 스크린.
Ag / Al RS 패드, RS Al 및 FS Ag의 일반적인 페이스트는 6 인치 Al-BSF 다결정 태양 전지의 경우 각각 35–45mg, 1.1–1.4g 및 100–120mg입니다. 예시적인 Ag FS 금속 화 패턴은 그림 17 (b)에 나와 있습니다. Ag 핑거 개방은 30μm 미만으로 감소했으며, 5 개의 버스 바 적용이 점점 더 많이 채택되고 있습니다. 이러한 스크린 매개 변수와 우수한 페이스트 레이 다운으로,< 6="" %의="" 광학="" 음영="" 손실을="" 가진="" al-bsf="" 태양="" 전지에="" 대해=""> 80 %의 일관된 FF를 얻어야합니다.
6.2 금속 화 페이스트의 건조 및 빠른 소성
금속 화 페이스트는 금속 분말, 용매 및 유기 결합 제로 구성됩니다. FS Ag 페이스트의 경우 페이스트에는 유리 프릿이 포함되어 있으며 SiNx : H 층을 에칭하고 n 형 이미 터와 접촉합니다 [41]. 금속 페이스트는 인쇄 후 건조되고 마지막으로 소결을 위해 속 소로를 통과하여 RS Al-BSF 및 FS Ag 접점을 형성합니다. 온도 프로파일이있는 이러한 속 소로의 예는 그림 18에 나와 있습니다. FS Ag 핑거 소결 공정은 그림 19에 나와 있습니다. 태양 전지가 속 소로를 통과하면 유기 바인더가 연소 된 후 용융됩니다. 유리 프릿의 형성 및 최종적으로 n 형 에미 터와 접촉하는 Ag 결정의 형성. 소성 프로파일은 특정 유형의 금속 화 페이스트 및 이미 터 확산 프로파일에 따라 조정되어야합니다. 예를 들어, 소성 피크 온도는 FS에서 양호한 옴 접촉을 형성하지 않을 정도로 낮을 수 있으며, 너무 높은 온도는 접합을 통한 Ag의 확산과 pn 접합의 분로로 이어질 수 있습니다. 완전한 다결정 Al-BSF 태양 전지의 이미지는 그림 20에 나와 있습니다.

그림 18. (a) 금속 접점을 소결하기위한 소성로의 예 및 (b) 소성로의 예시적인 온도 프로파일. 출처 : centrotherm GmbH.
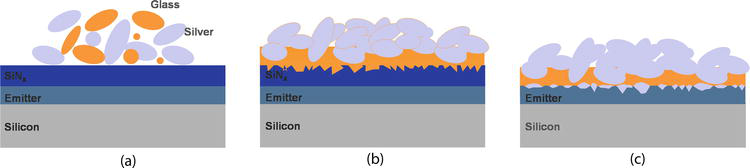
그림 19. 소성 과정 그림. (a) 유기 바인더의 연소, (b) SiNx : H 및 (c) 에미 터 계면에서 Ag 결정 형성을 에칭하는 유리 프릿의 용융.

그림 20. (a) 완전한 태양 전지의 FS 및 (b) 완전한 태양 전지의 RS.
6.3 도금 기반 전면 금속 화
태양 전지 공정에서 다양한 요소의 비용은 수년에 걸쳐 감소했지만 전면 Ag의 기여도는 여전히 가장 중요합니다 [42]. Ag와 매우 가까운 전도도 값을 갖고 잠재적으로 상당한 비용 이점을 제공하는 구리 (Cu)와 같은 대체 금속으로 Ag를 대체하기 위해 상당한 양의 작업이 수행되었습니다 [43,44]. Cu는 Si에서 높은 확산 성과 용해도를 가지므로 니켈 (Ni)과 같은 장벽 층이 Cu 도금 전에 Si에 증착됩니다 [42]. 기존 도금에서 파생 된 LIP (Light-Induced Platinum)는 빛의 광기 전 효과를 이용하여 원하는 금속을 도금하고 기존 도금에 비해 많은 장점을 가지고 있습니다 [43,44].
Ni-Cu 기반 전면 금속 화는 Ag 페이스트 기반 금속 화와 달리 추가적인 전면 ARC 패터닝 단계가 필요하며 대부분의 경우 접촉 저항을 줄이고 금속 스택의 우수한 접착력을 갖기 위해 추가 Ni 소결 단계가 필요합니다. ]. Ni-Cu-Ag 도금 스택을 기반으로하는 상용 DWS 절단 mc-Si 태양 전지는 핑거 너비 22μm, 종횡비 0.5에 가까우며 기준 스크린 인쇄 Ag 기반 태양 전지와 유사한 효율로 시연되었습니다. ].
스크린 인쇄 공정의 단순성, 신뢰성 및 높은 처리량과 함께 Ag FS 페이스트의 지속적인 개선으로 인해 Ni-Cu 기반 금속 화가 Ag 기반 FS 금속 화와 경쟁하기가 어려웠습니다. 그러나 구리를 투명 전도성 산화물 위에 직접 도금 할 수있는 양면 이종 접합 태양 전지와 같은 높은 태양 전지 효율 개념은 도금 공정이 단순화되고 단일 도구 만 필요합니다 [39]. 유사하게, 감소 된 양의 금속을 필요로하는 고효율 개념은 도금 기반 금속 화를 사용하여 동일한 것을 달성 할 수 있습니다 [42,46].
6.4 태양 전지의 IV 테스트 및 특성화
마지막 단계는 표준 테스트 조건 (STC), 즉 AM 1.5G, 1000W / m2에 따라 Class AAA 태양 광 시뮬레이터를 사용하여 전체 태양 전지의 IV 테스트입니다. 태양 전지의 FS 프로빙의 예가 그림 21에 나와 있습니다. IV 테스터에서 얻은 일반적인 매개 변수는 표 3에 나와 있습니다. IV 테스터에는 태양 전지 결함 진단에 도움이 될 수있는 많은 특성화 매개 변수가 있습니다. 일부 결함이있는 태양 전지의 대표적인 전계 발광 (EL) 및 열 적외선 이미지가 그림 22 (a) – (c)에 나와 있습니다. 균일 한 강도를 가진 양호한 태양 전지의 EL 이미지는 그림 22 (a)에 표시되어 있으며, FS 핑거가 균일하게 인쇄되지 않은 태양 전지의 경우 그림 22 (b)에서 더 어두운 대비를 볼 수 있습니다. )는 처리 단계 중 하나에서 형성된 국부 션트가있는 태양 전지의 열 적외선 이미지를 보여줍니다. 결국, 태양 전지는 선택한 분류에 따라 서로 다른 효율성 빈으로 분류됩니다.

그림 21. 태양 전지 특성화를위한 IV 측정 FS 프로빙.
매개 변수
코멘트
Voc(V) | 좋은 mc-Si Al-BSF 태양 전지의 값은> 0.635V입니다. |
Isc(A) | 좋은 mc-Si Al-BSF 태양 전지의 값은> 9.0 A입니다. |
FF (%) | 좋은 mc-Si Al-BSF 태양 전지의 값은> 80 %입니다. |
효율 (%) | 좋은 mc-Si Al-BSF 태양 전지는> 18.6 %의 값을가집니다. |
Vmpp(V) | 최대 전력 지점에서 해당 전압 |
Impp(A) | 최대 전력 지점에서 해당 전류 |
Rs(Ω) | 양호한 mc-Si Al-BSF 태양 전지의 값은<> |
Rsh(Ω) | 좋은 mc-Si Al-BSF 태양 전지의 값은> 100Ω입니다. |
I신부님(A) | -12V 전압에서 역전 류는 양호한 태양 전지의 경우< 0.5a=""> |
FS BB-BB 저항 (Ω) | FS의 BB 사이에서 측정 된 저항 |
RS BB-BB 저항 (Ω) | RS의 BB 사이에서 측정 된 저항 |
IV 측정에서 얻은 태양 전지의 특성화에 대한 표 3. 매개 변수.

그림 22. (a) 양호한 태양 전지의 EL 이미지, (b) Ag 핑거 프린팅에서 불균일 한 태양 전지의 EL 이미지 및 (c) 국부적 인 션트의 존재를 나타내는 태양 전지의 열 적외선 이미지.
7. 미래 동향
DWS는 단결정 웨이퍼의 표준이되었으며, 2022 년까지 다결정 웨이퍼에 대해> 80 %의 시장 점유율을 가질 것으로 예상됩니다 [2]. 다결정 웨이퍼 용 SWS는 그때 쯤 단계적으로 폐지 될 것으로 예상됩니다. DWS를 사용하면 커프 손실도 2022 년까지< 80μm가되어="" 웨이퍼="" 당="" poly-si="" 소비를="" 15g="" 미만으로="" 줄일="" 수="" 있습니다.="" 전면="" 접촉="" 용="" 3bb="" 설계는="" 5bb="" 설계의="" 50="" %="" 점유율로="" 2020="" 년까지="" 단계적으로="" 폐지="" 될="" 것으로="" 예상됩니다.="" ag="" 페이스트="" 및="" 스크린의="" 지속적인="" 개선으로="" fs="" 핑거="" 너비는="" 2022="" 년까지="" 30μm로="" 감소="" 할="" 것으로="" 예상됩니다.="" 습식="" 화학="" 처리="" 도구는="" 2018="" 년에="" 8,000="" 웨이퍼="" h의="" 처리량을="" 넘었고="" 2020="" 년까지="" 9,000="" 웨이퍼="" h에="" 닿을="" 것입니다.="" 열처리="" 장비="" 2018="" 년에="" 5000="" 웨이퍼="" 시간의="" 처리량에="" 도달했으며="" 2020="" 년까지="" 7,000="" 웨이퍼="" 시간을="" 넘어="" 설="" 것으로="" 예상됩니다.="" 금속="" 화="" 및="" iv="" 테스트="" 분류="" 섹션은="" 2022="" 년까지=""> 7,000 웨이퍼 / 시간의 처리량을 가질 것으로 예상됩니다.
2018 년> 60 %의 시장 점유율을 가진 Al-BSF 기반 셀 기술은 2025 년까지< 20="" %로="" 감소="" 할="" 것으로="" 예상됩니다.="" 고효율="" 태양="" 전지="" 개념에="" 더="" 중점을두고="" perc의="" 점유율="" 기술은="" 2022="" 년까지=""> 50 %가 될 것으로 예상됩니다. Mono PERC의 생산 효율은 2022 년까지> 22 %가 될 것으로 예상되며, 멀티 PERC의 경우 동시에 21 %에 도달 할 것입니다. 다중 PERC와 관련된 중요한 측면은 현장에서 모듈 설치 후 효율성 손실을 최소화하기 위해 LeTID 기반 문제를 완화하는 것입니다. 2022 년까지 약 10 %의 시장 점유율로 2020 년까지 23 %의 안정적인 효율에 도달 할 것으로 예상 된 후 2018 년에> 22 %의 효율을 가진 Si HJ 전지. 태양 광을 두드리는 추가적인 이점이있는 고효율 양면 전지 후면으로부터의 복사는 2022 년까지 20 %의 시장 점유율을 가질 것으로 예상됩니다. N 형 후면 접촉 태양 전지는 2020 년까지 24 %의 효율을 넘어 설 것으로 예상됩니다.
8. 결론
Si 태양 전지는 성숙한 제조 기술을 통해 지난 수십 년 동안 재생 에너지 영역의 중요한 부분이되었습니다. P 형 다결정 웨이퍼는 태양 전지 생산의 중심이되었습니다. 그러나 효율성이 높아지고 생산 비용이 감소함에 따라 단결정 태양 전지도 상당한 점유율을 얻었으며 가까운 장래에 다결정 웨이퍼와 밀접하게 경쟁 할 것으로 예상됩니다. 표준 Al-BSF 기술의 경우 19 %와 20 %가 각각 다결정 및 단결정 태양 전지의 벤치 마크가되었습니다. Mono-PERC 및 multi-PERC 세포는 각각 21.5 및 20 %의 안정화 된 효율에 도달했습니다. 또한 PERC는 전체 영역 접촉 대신 RS에 그리드 패턴을 사용하여 양면 태양 전지에 더 간단한 접근 방식을 제공합니다. 고효율 n 형 및 양면 태양 전지는< 10="" %의="" 시장="" 점유율을="" 가지며="" 이는="" 향후="" 증가="" 할="" 것으로="" 예상됩니다.="" 제조="" 기술은="" 처리량을="" 증가시키기위한="" 추가="" 개선을="" 통해="" 지난="" 몇="" 년="" 동안="" 상당히="">
감사의 말
저자는이 장의 일부 내용을 가져온 RCT Solutions GmbH의 동료들에게 감사드립니다. Mehul C. Raval은 블랙 실리콘 텍스처링에 관한 토론에 대해 동료 Jim Zhou에게 감사를 표합니다.